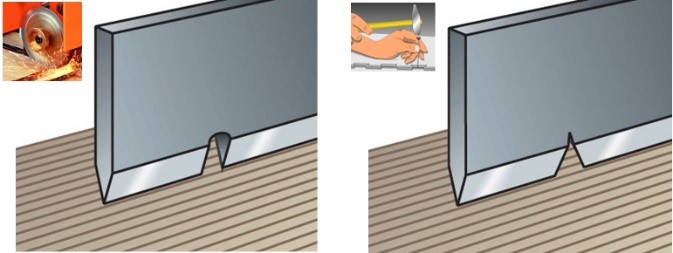
打抜き・トムソン加工において、製品部分が完全に切り離されず、搬送トラブルなどを防ぐ役割を果たす「ツナギ加工(ニック加工)」の効果的な使用方法について解説します。ツナギの適切な位置や数、工具の使用方法、そして抜型ゴムを活用することで、生産効率を高めるとともに品質を保つための手法を探ります。
エアーグラインダーライト
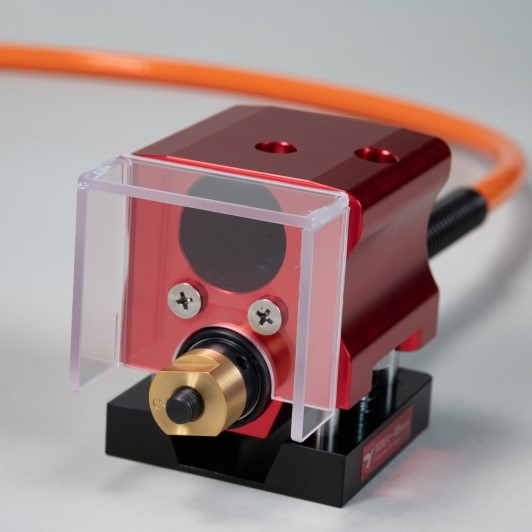
パワフルかつ騒音を低減するグラインダーで正確なツナギ入れを実現。最高回転数の半分以下、毎分9100回転で最大パワーを発揮するため、エアーコンプレッサーの省エネにつながります。
マイクロニックグラインダー

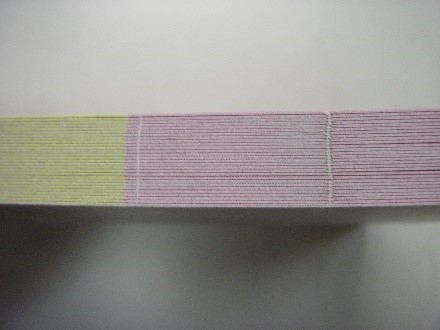
薄物専用のハンディータイプの電動グラインダーで、目立たない小さなつなぎを入れることができます。刃はダイヤモンドを電着した厚み0.13mm~0.5mmのものを使用します。幅の広いつなぎを入れていた箇所を狭いつなぎ2つにすることで、つなぎが目立たない綺麗な製品に仕上がります。
